Технология гидроабразивной резки: плюсы и минусы
Уникальность технологии гидроабразивной резки заключается в том, что с ее помощью можно раскроить практически любые виды материалов. Важно отметить, что гидроабразивная резка металла на станке с чпу является альтернативой не только механической, но и лазерной, плазменной, а также ультразвуковой резке, и в некоторых случаях является единственно возможной.
При гидроабразивной резке материал обрабатывается тонкой сверхскоростной струей воды. Для увеличения разрушительной силы водяной струи в нее добавляются частицы высокотвердого материала – абразива. Иногда гидроабразивное оборудование называют «гидрорезка», «водоструйная резка», «водорезка», «ГАР» или «waterjet». В промышленности такие станки используются с 1982 года, а их прототипы, появились еще в 1970 году.
В чем же суть процесса гидроабразивной резки? Если обычную воду сжать под давлением около 4000 атмосфер, а затем пропустить через отверстие диаметром меньше 1 мм, то она потечет со скоростью, превышающей скорость звука в 3–4 раза. Будучи направленной на обрабатываемое изделие, такая струя воды становится режущим инструментом. С добавлением частиц абразива ее режущая способность возрастает в сотни раз, и она способна разрезать почти любой материал.
Технология гидроабразивной резки основана на принципе эрозионного (истирающего) воздействия абразива и водяной струи. Их высокоскоростные твердофазные частицы выступают в качестве переносчиков энергии и, ударяясь о частицы изделия, отрывают и удаляют последние из полости реза. Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала.
Технология резки
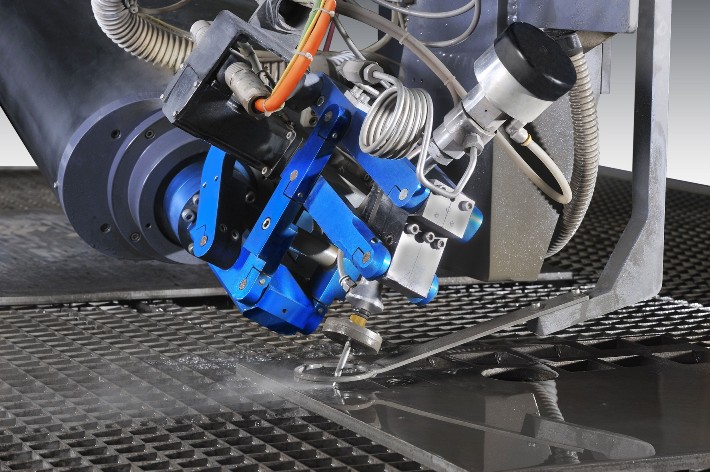
Вода, нагнетаемая насосом до сверхвысокого давления порядка 1000–6000 атмосфер, подается в режущую головку. Вырываясь через узкое сопло (дюзу) обычно диаметром 0,08–0,5 мм с околозвуковой или сверхзвуковой скоростью (до 900–1200 м/c и выше), струя воды поступает в смесительную камеру, где начинает смешиваться с частицами абразива – гранатовым песком, зернами электрокорунда, карбида кремния или другого высокотвердого материала. Смешанная струя выходит из смесительной (смешивающей) трубки с внутренним диаметром 0,5–1,5 мм и разрезает материал. В некоторых моделях режущих головок абразив подается в смесительную трубку. Для гашения остаточной энергии струи используется слой воды толщиной, как правило, 70–100 сантиметров.
В качестве абразива применяются различные материалы с твердостью по Моосу от 6,5. Их выбор зависит от вида и твердости обрабатываемого изделия, а также следует учитывать, что более твердый абразив быстрее изнашивает узлы режущей головки.При гидроабразивной резке разрушительная способность струи создается в гораздо большей степени за счет абразива, а вода выполняет преимущественно транспортную функцию. Размер абразивных частиц подбирается равным 10–30% диаметра режущей струи для обеспечения ее эффективного воздействия и стабильного истечения. Обычно размер зерен составляет 0,15–0,25 мм (150–250 мкм), а в ряде случаев – порядка 0,075–0,1 мм (75–100 мкм), если необходимо получение поверхности реза с низкой шероховатостью. Считается, что оптимальный размер абразива должен быть меньше величины (dс.т.– dв.с.)/2, где dс.т.– внутренний диаметр смесительной трубки, dв.с.– внутренний диаметр водяного сопла.
Характерная область применения технологий резки водой
| Гидрорезка | Гидроабразивная резка |
| Кожа, текстиль, войлок (обувная, кожаная, текстильная промышленность) | Листы из сталей, металлов |
| Пластики, резиновые изделия (автомобильная промышленность) | Различные металлические детали (отливки, шестерни и др.) |
| Электронные платы | Сплавы алюминия, титана и др., композитные материалы, толстостенные пластмассы (авиационная и космическая промышленность) |
| Ламинированные материалы (авиационная и космическая промышленность) | Бетон, железобетон, гипсовые блоки, твердая брусчатка и др. строительные материалы |
| Теплоизоляционные, уплотнительные и шумопонижающие материалы | Камень, гранит, мрамор и др. |
| Продукты питания – замороженные продукты, плотные продукты, шоколад, выпечка и др. | Стекло, бронированное стекло, керамика |
| Бумага, картон | Комбинированные материалы, материалы с покрытием |
| Дерево | Дерево |
| Термо- и дуропласт | Армированные пластики |
Типичная область применения некоторых абразивных материалов при резке
| Наименование | Характерная область применения |
| Гранатовый песок (состоит из корунда Al2O3, кварцевого песка SiO2, оксида железа Fe2O3 и других компонентов) | Широко распространен для резки различных материалов, в особенности высоколегированных сталей и титановых сплавов |
| Зерна электрокорунда (состоит преимущественно из корунда Al2O3, а также примесей) или его разновидности | Искусственные материалы с очень высокой твердостью по Моосу. Используются для резки сталей, алюминия, титана, железобетона, гранита и др. материалов |
| Зерна карбида кремния (SiC) – зеленого или черного | |
| Кварцевый песок (SiO2) | Резка стекла |
| Частицы силикатного шлака | Резка пластика, армированного стекло- либо углеродными волокнами |
Преимущества, недостатки и сравнительная характеристика
С помощью гидроабразивной или водной струи можно разрезать практически любые материалы. При этом не возникают ни механические деформации заготовки (так как сила воздействия струи составляет лишь 1–100 Н), ни ее термические деформации, поскольку температура в зоне реза составляет около 60–90°С. Таким образом, по сравнению с технологиями термической обработки (кислородной, плазменной, лазерной и др.) гидроабразивная резка обладает следующими отличительными преимуществами:
- более высокое качество реза из-за минимального термического влияния на заготовку (без плавления, оплавления или пригорания кромок);
- возможность резки термочувствительных материалов (ряда пожаро- и взрывоопасных, ламинированных, композитных и др.);
- экологическая чистота процесса, полное отсутствие вредных газовых выделений;
- взрыво- и пожаробезопасность процесса.
Гидроабразивная струя способна разрезать материалы толщиной до 300 мм и больше. Резка может выполняться по сложному контуру с высокой точностью (до 0,025–0,1 мм), в том числе для обработки объемных изделий. С ее помощью можно делать скосы. Она эффективна по отношению к алюминиевым сплавам, меди и латуни, из-за высокой теплопроводности которых при термических способах резки требуются более мощные источники нагрева. Кроме того, эти металлы труднее разрезать лазером из-за их низкой способности поглощать лазерное излучение.
К недостаткам водно-абразивной резки относятся:
- существенно меньшая скорость разрезания стали малой толщины по сравнению с плазменной и лазерной резкой;
- высокая стоимость оборудования и высокие эксплуатационные затраты (характерно и для лазерной резки), обусловленные расходом абразива, электроэнергии, воды, заменами смесительных трубок, водяных сопел и уплотнителей, выдерживающих высокое давление, а также издержками по утилизации отходов;
- повышенный шум из-за истечения струи со сверхзвуковой скоростью (характерно и для плазменной резки).
Почему не все пользуются станками ГАР?
Если у станков ГАР столько очевидных преимуществ, почему далеко не все применяют их на своем предприятии? Ответ скрывается не в самом процессе резки струёй воды с абразивным материалом, а в возможности контролировать этот процесс. До сих пор применение установок требовало от пользователя одновременно умения программировать и навыков опытного оператора.
Линейная скорость сопла станка ГАР должна изменяться в зависимости от изменений формы деталей. Слишком высокая скорость или ее резкое изменение может привести к снижению качества обработки. В прошлом применение гидроабразивной обработки требовало ручной установки программ для того, чтобы контролировать скорость передвижения режущей головки.
Однако даже самая лучшая программа требовала для обслуживания установок опытных операторов, которые могли бы контролировать их скорость. Когда струя абразивного материала продвигалась вдоль линии реза, оператор подбирал скорость движения сопла и таким образом оптимизировал процесс.
Слишком высокая скорость отрицательно сказывалась на качестве кромок и точности. При слишком низкой снижалась точность и повышались затраты времени. Если сопло установки ГАР проходило угол слишком быстро, это могло плохо повлиять на форму и качество резки.
В результате станки гидроабразивной резки применялись в массовом производстве, не требующем высокой точности обработки, например, для изготовления сотней деталей с помощью хорошо проверенной программы либо для резки материалов, не поддающихся обработке с помощью иных технологий. Появившиеся станки компании «WaterJet Corp.» (Италия) значительно упростили этот процесс. Гидроабразивная обработка стала гораздо более доступной, а оборудование – простым в эксплуатации.
Water Jet (Италия) является европейским лидером по производству высокотехнологичных прецизионных установок гидроабразивной/водной резки. Специалисты компании имеют более чем 30-летний опыт в проектировании и производстве таких станков с применением ЧПУ.
Чрезвычайно высокая механическая точность приводов, использующих прецизионные шарико-винтовые пары BOSCH или линейные двигатели, собственный всемирно известный патент на встроенную систему направляющих, а также совместная работа с ведущим поставщиком систем управления, позволила компании Water Jet производить установки гидроабразивной резки с крупногабаритной поперечной балкой, которая быстро и легко перемещается и работает с максимальной точностью.
Для своих машин компания Water Jet использует только высококачественные комплектующие, увеличивающие срок службы установок гидроабразивной резки. Компания заявляет, что номинальный срок службы машины Water Jet составляет не менее 20 лет.
Для повышения производительности установки гидроабразивной резки Water Jet могут быть оборудованы несколькими режущими головками, расположенными либо независимо друг от друга на одном портале либо на одном широком суппорте.
CNC-управляемые оси X, Y, Z — стандарт для всех установок гидроабразивной резки Water Jet.
Кроме того, компания выпускает установки с 4-мя и 5-тью управляемыми осями, позволяющими осуществлять сложную резку деталей из листового материала. Например: вырезку деталей с внутренними и наружными фасками по любым криволинейным поверхностям, вырезку наклонных отверстий любого профиля с прямолинейной образующей и обработку сложных криволинейных пазов.
Помимо 4-х и 5-ти координатной резки деталей из листового материала, реализуемых с помощью режущей головки, Water Jet выпускает станки для объёмной 5-ти координатной гидроабразивной резки, имеющей возможность направлять гидроабразивную струю под любым углом к поверхности стола, в том числе горизонтально.