Выбираем сварочный аппарат для полиэтиленовых труб
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
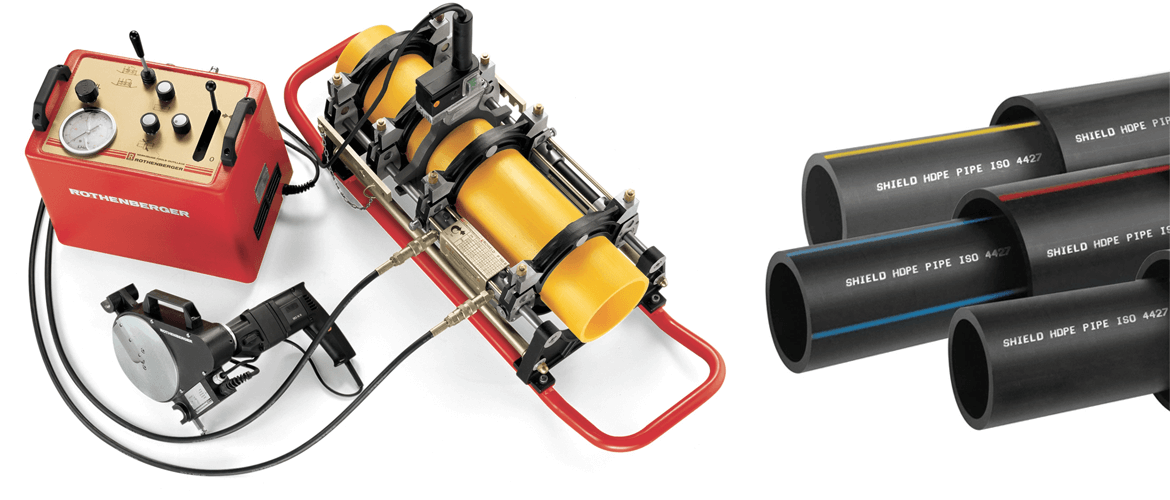
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Аппараты для стыковой сварки пэ применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.